Прецизійний штампувальний верстат з колінчастим валом 40T

Опис продукту
Ще однією вартою уваги особливістю цього преса є його висока стійкість до ударів та зносу. Направляючі матеріали, що використовуються в його конструкції, були спеціально підібрані, щоб витримувати інтенсивне використання та забезпечувати довготривалу стабільність. Це означає, що ви можете очікувати, що точність вашого преса залишатиметься незмінною протягом тривалого періоду часу, що зменшує потребу в частому ремонті та технічному обслуговуванні. Завдяки цій підвищеній міцності ви можете зосередитися на максимізації виробництва, а не турбуватися про знос вашого верстата.
Окрім чудової продуктивності, високошвидкісний прецизійний прес Knuckle має стильний та ергономічний дизайн. Інтуїтивно зрозуміла панель керування забезпечує легке керування та налаштування, забезпечуючи безперебійний користувацький досвід. Прес також оснащений передовими функціями безпеки, включаючи кнопку аварійної зупинки та захисний кожух для забезпечення здоров'я оператора та запобігання нещасним випадкам.
Основні технічні параметри:
| Модель | МАРКС-40Т | ||||
| Місткість | KN | 400 | |||
| Довжина ходу | MM | 16 | 20 | 25 | 30 |
| Максимальна кількість ударів за хвилину | ШПМ | 1000 | 900 | 850 | 800 |
| Мінімальний показник SPM | ШПМ | 180 | 180 | 180 | 180 |
| Висота штампа | MM | 190-240 | |||
| Регулювання висоти штампа | MM | 50 | |||
| Область повзунка | MM | 750x340 | |||
| Зона підкріплення | MM | 750x500 | |||
| Отвір для ліжка | MM | 560x120 | |||
| Отвір для підкладки | MM | 500x100 | |||
| Головний двигун | KW | 15x4P | |||
| Точність | Спеціальний клас JIS/JIS | ||||
| Вага верхньої матриці | KG | МАКС 105/105 | |||
| Загальна вага | ТОННА | 8 | |||
Основні характеристики:
1. Прес шарнірного типу максимізує характеристики свого механізму. Він має високу жорсткість, високу точність і хороший тепловий баланс.
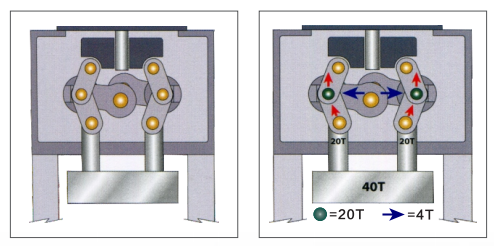
2. Оснащений повним противагою, зменшує зміщення висоти штампу через зміну швидкості штампування та зменшує зміщення нижньої мертвої точки першого та другого штампування.
3. Прийнятий механізм балансування для збалансування сили кожної сторони1, його структура має восьмисторонній голчастий підшипник, що ще більше покращує ексцентричну вантажопідйомність повзунка.
4. Нове безлюфтове гальмо зчеплення з тривалим терміном служби та низьким рівнем шуму забезпечує тихішу роботу преса. Розмір підпірки становить 1100 мм (60 тонн) та 1500 мм (80 тонн), що є найширшим для їхнього тоннажу в нашому повному асортименті продукції.
5. Завдяки функції регулювання висоти сервоприводу та функції пам'яті висоти штампа, скорочується час зміни форми та підвищується ефективність виробництва.

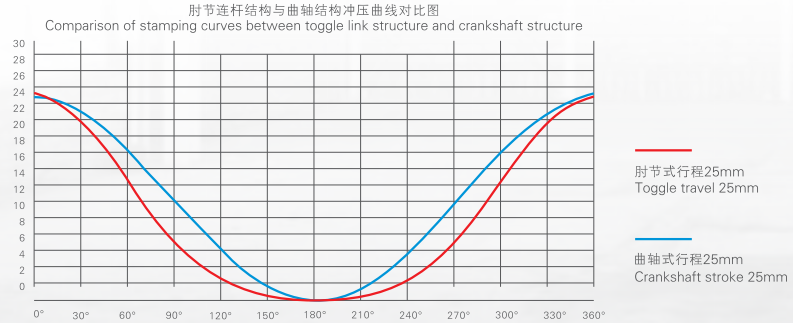
Ідеальний ефект штампування:
Горизонтально симетрична конструкція перемикального механізму забезпечує плавне переміщення повзуна поблизу нижньої мертвої точки та досягнення ідеального результату штампування, що відповідає вимогам штампування для свинцових рам та інших виробів. Тим часом, режим руху повзуна зменшує вплив на форму під час високошвидкісного штампування та подовжує термін служби форми.життя.
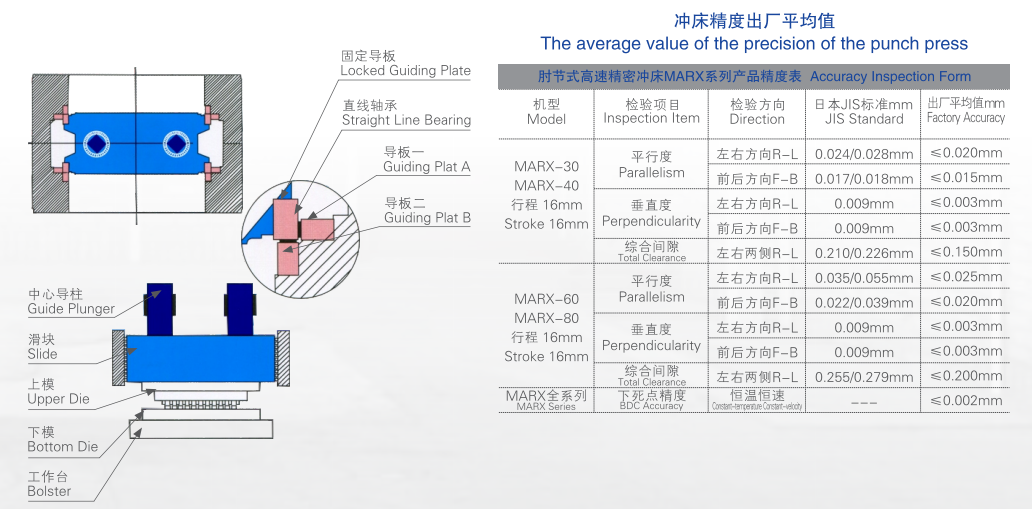
MRAX Надточна точність, висока жорсткість та точність
Повзун керується напрямною з подвійних плунжерів та восьмигранного плоского ролика майже без зазору. Він має добру жорсткість, високу стійкість до похилих навантажень та високу точність штампування. Висока стійкість до ударів та зносу.
Високошвидкісний прецизійний прес типу Knuckle
Направляючі матеріали гарантують довготривалу стабільність точності прес-верста та подовжують інтервали ремонту прес-форми.
Структурна діаграма
Прес-продукція
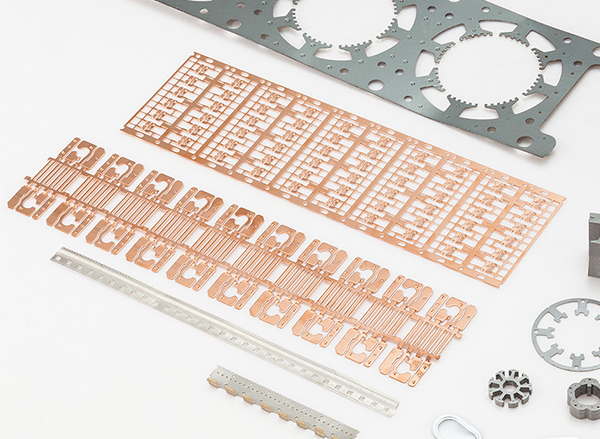
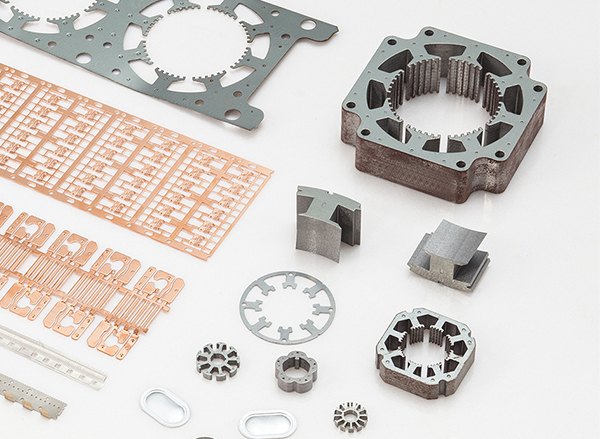
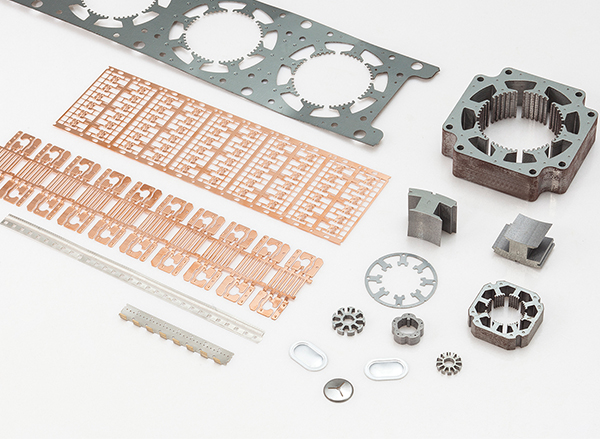
Свинцева рама
Кристапін всередині корпусу зазвичай приклеюється до рамки виводів, а потім контактні площадки кристала прикріплюються до виводів за допомогою дротів для з'єднання. На останньому етапі виробничого процесу рамка виводів формується в пластиковий корпус, а зовнішня частина рамки виводів обрізається, розділяючи всі виводи.
Свинцеві рамки виготовляються шляхом видалення матеріалу з плоскої пластини міді або мідного сплаву. Для цього використовуються два процеси: травлення (підходить для високої щільності виводів) або штампування (підходить для низької щільності виводів). Штампування (пробивання або пресування) є найефективнішим, найточнішим та найвисокотехнологічнішим способом виробництва свинцевих рамок на сьогоднішній день.
Основною причиною травм, спричинених 60-тонним високошвидкісним штампувальним пресом з колінчастою головкою, є відсутність необхідних захисних пристроїв та засобів, а також відсутність ефективного захисту праці під час небезпечних робочих процедур. Технічною причиною травм, отриманих під час роботи штампувального преса, є дисбаланс між діями оператора та роботою верстата.
Категорії продуктів
-

Прецизійний штампувальний прес портального типу...
-
80T-високошвидкісне штампування виробництва
-

360T високоточний високошвидкісний прес | Прецизійний метал...
-

Прецизійний прес-з'єднувач прецизійного типу Knuckle...
-

Механічний прес-машина Precision Press 125T
-

400-тонний високошвидкісний прецизійний прес